


射出成形
リスの技術
Injection 射出成形
複雑な形状の製品を大量に生産するのに適した成形方法です。
当社では主に物流産業資材、工業部品、医療関連品、家庭用品、業務用雑貨、建築土木資材などを成形しています。
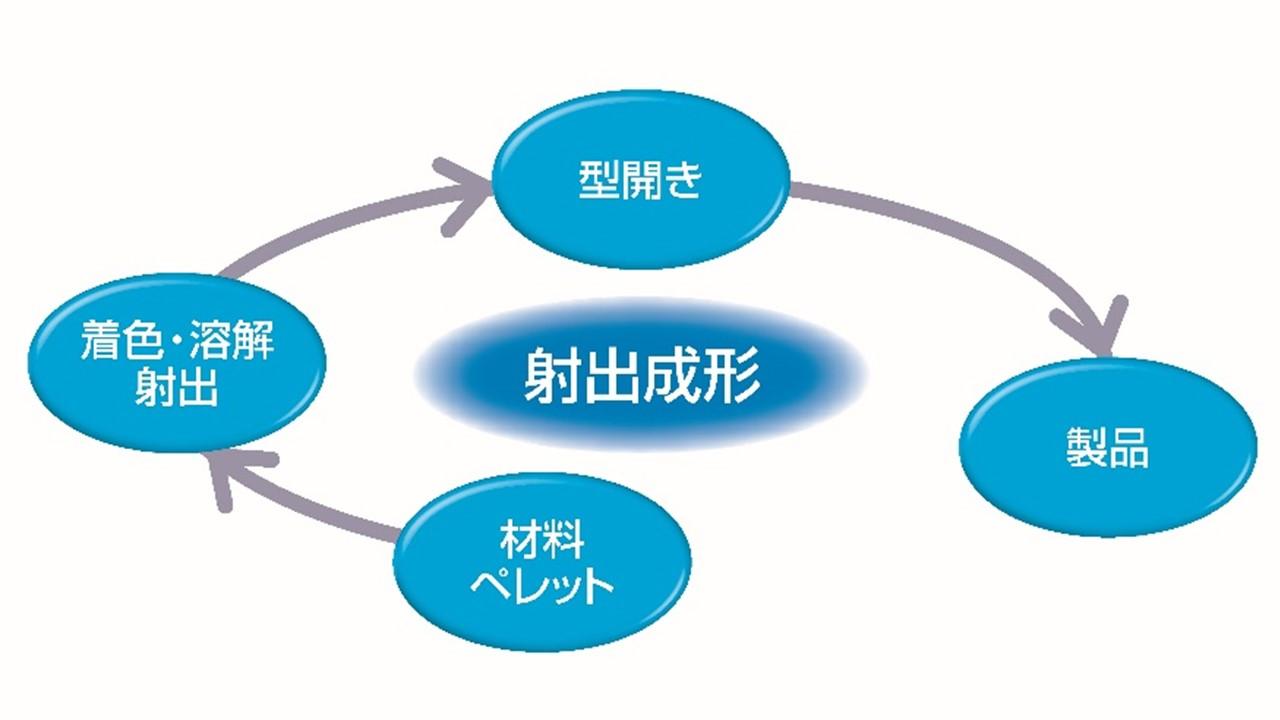
成形サイクル
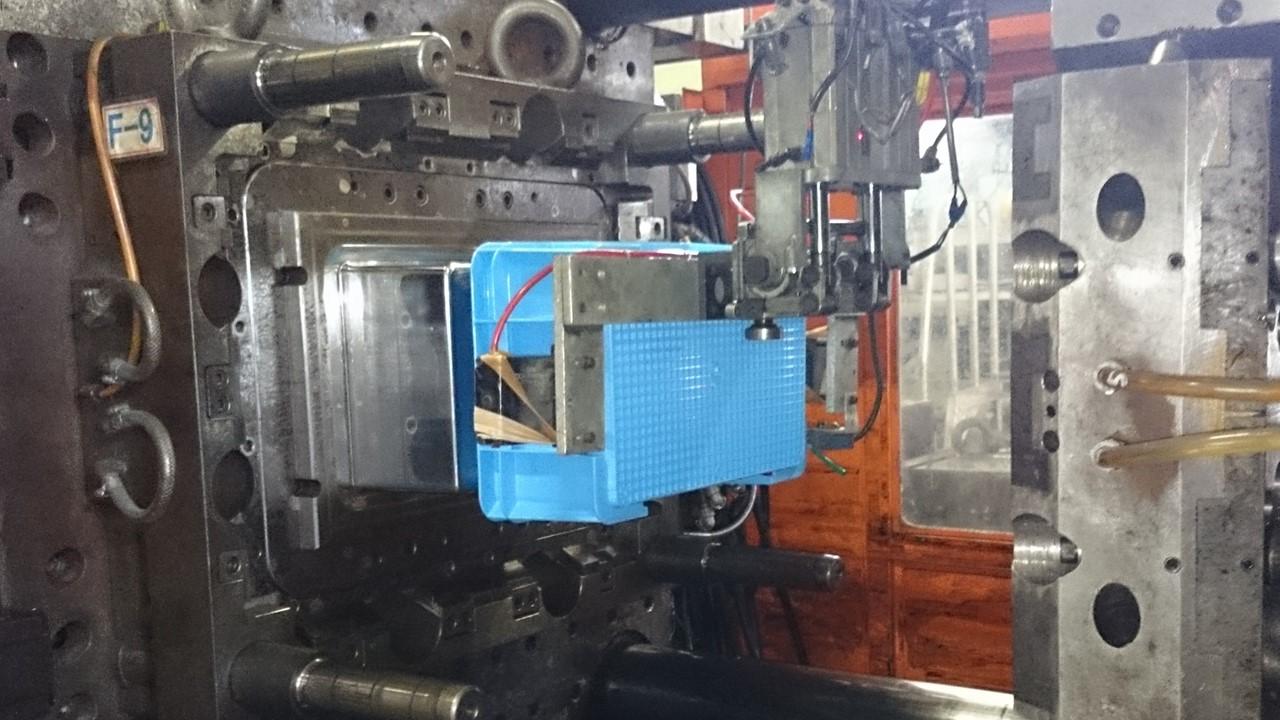
金型内

仕上げ工程イメージ
原材料を電熱により150度~280度に加熱溶解し、金型内へ射出。
冷却後、形が定まると自動的に金型が開き、出来上がった製品はロボットにより取り出されベルトコンベアーにて仕上げ工程へ。
Technology 成形技術
製品に求める機能や用途によって、必要な成形方法は異なります。当社では以下の成形技術を駆使して、お客様ニーズに沿った製品を生産しています。
◆2色成形
2色成形は、色の異なる2つの同種材料を成形する技術で、意匠性に富んだ製品を生み出します。塗装やホットスタンプなどとは違い、耐久性のある加飾、高級感のある仕上がりが可能です。異材質成形は2種類の材料を成形行程で接着させることにより、互いに異なる材料特性を一つの成形品に共存させる技術。接着作業などの後工程がなくなるためコストダウンを図ることができます。共に製品の用途を大きく広げる技術です。
<2色同時成形による製品>
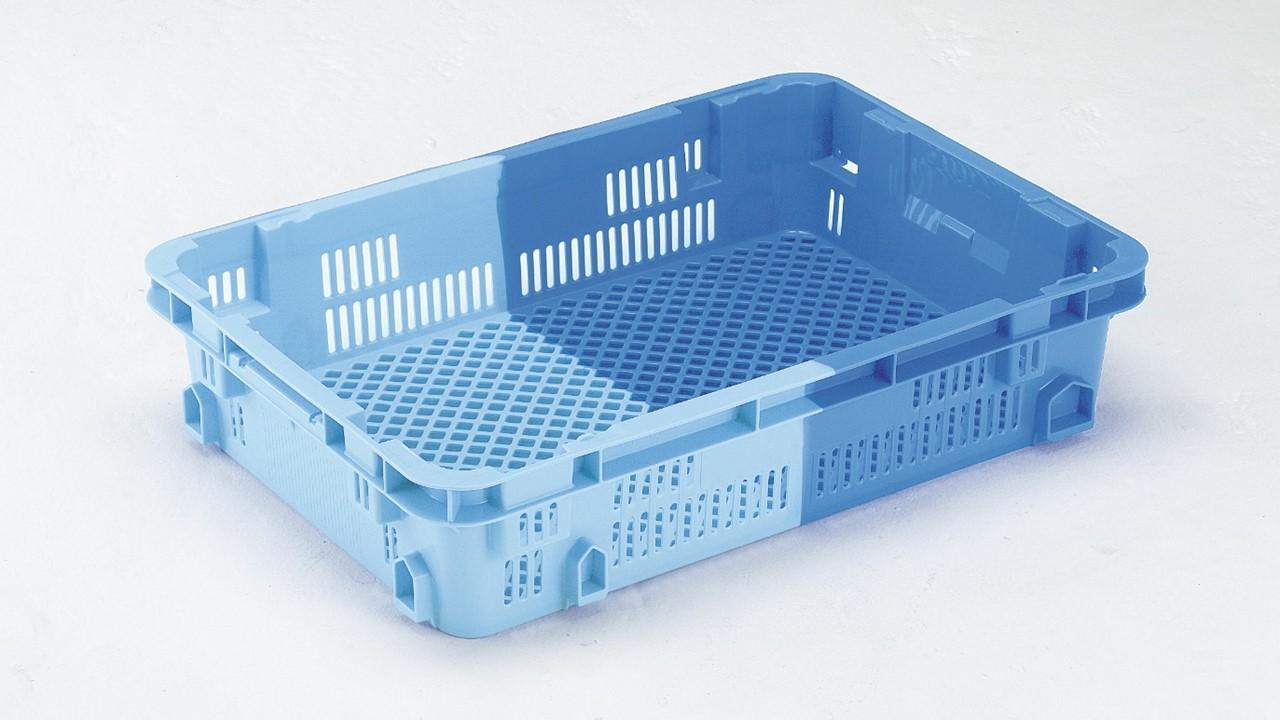
NFコンテナー
<2色コアバックを用いた製品>

リスボックス
◆ガスインジェクション

ガスインジェクションは製品の肉厚部分に窒素ガスを導入し、軽量化・構造体としての強度アップ・ヒケ・反り防止等を行います。
バケツの持ち手を円形にするためなどに用いた成形方法です。
◆プレス成形

プレス成形は、金型を開いて広くなった流路に無理なく樹脂を流すため、おおはばに成形圧力を低減でき、歪みの少ない成形品を得ることができます。また、同時にプレスされることによる展延で、その流動長は一般の射出成形に比べ、大幅に長くなります。このため、投影面積の大きな製品も低い型締力の成形機にて成形可能となります。
Design assistance 設計補助
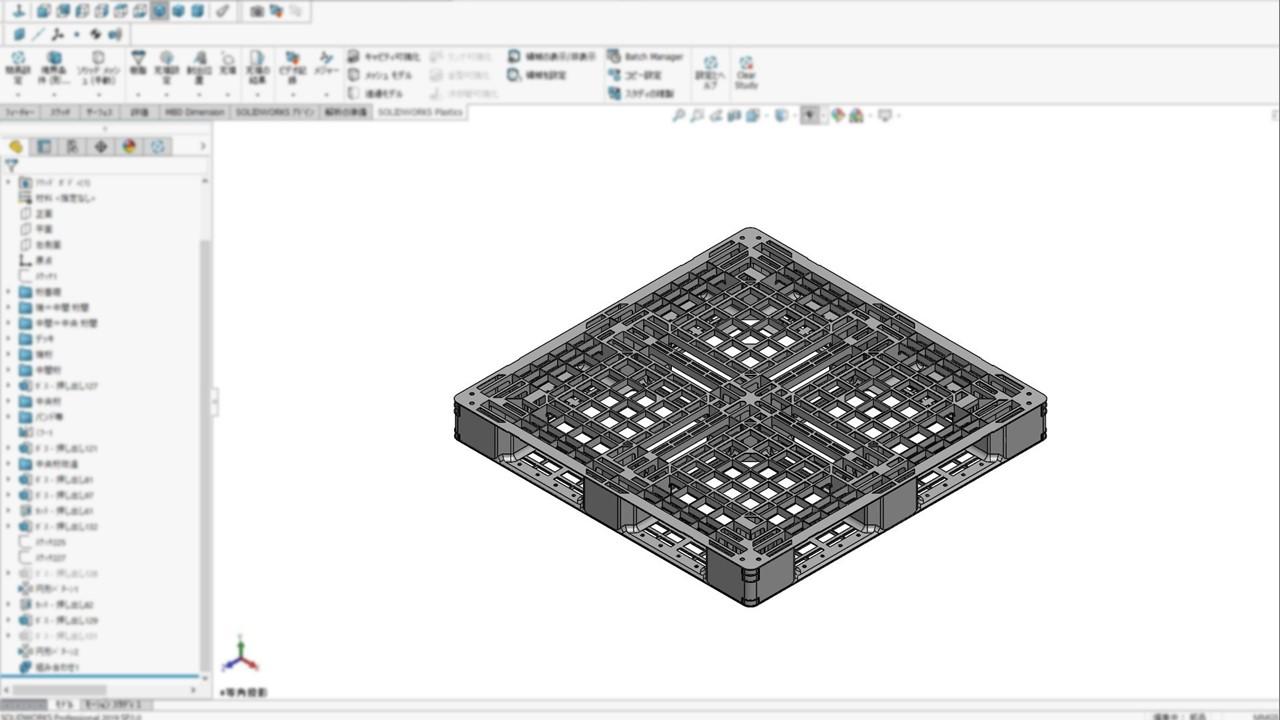
3D-CADによる設計
製品設計を3D-CADで行い、そのCADデータを利用(CAE、3Dプリンター)した商品開発を行う事で、設計ミスを無くします。
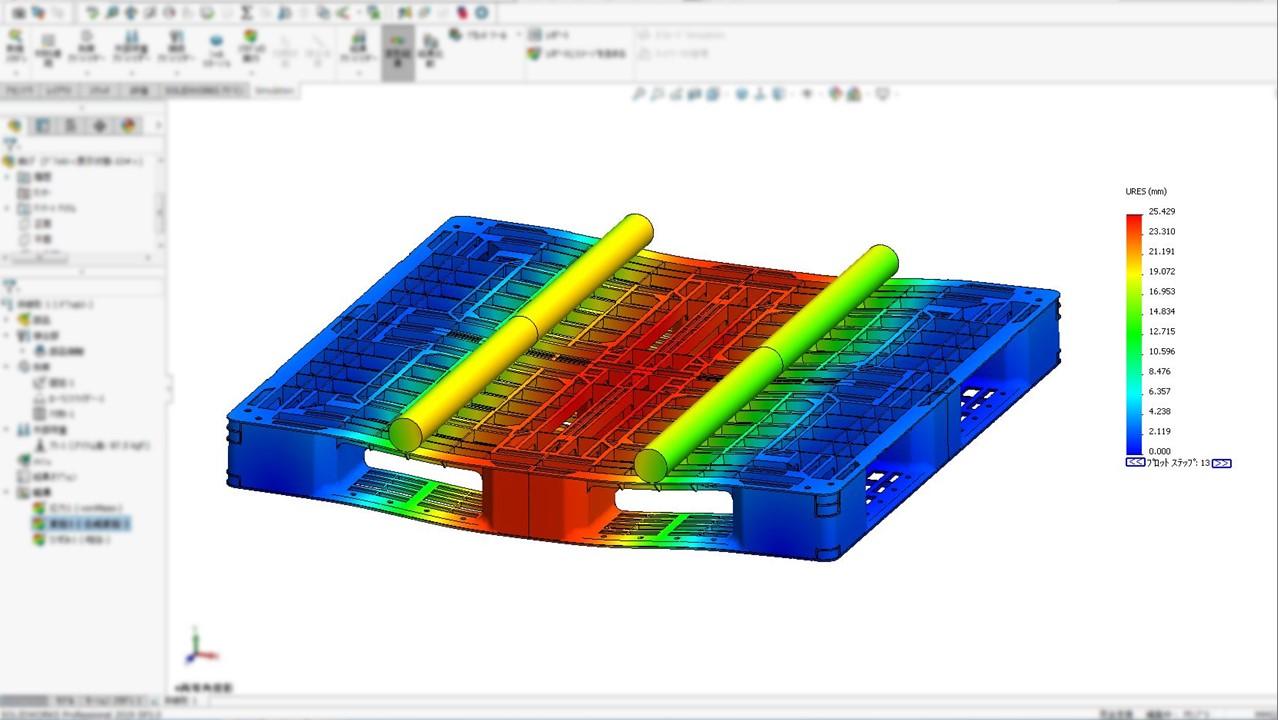
CAEによる設計検証
構造解析を利用する事で、必要な物性をより軽量で実現する設計をします。また、流動解析を利用する事で、金型製作後の成形トラブルを無くし品質向上、コストダウン、納期短縮をします。
3D-プリンターによる形状の共有
形をモデルで確認する事で、お客様との認識合わせをしてニーズを間違う事無く製品に反映します。